講座内容
フリーデータを使ってみる/123D-Designを使ってみる/Cubeソフトを使ってみる/スライスソフトを使ってみる/操作用ソフトを使ってみる/デルタプリンタを動かす
3Dプリンタを実際に作りながら考えるという刺激的なイベント「横濱3Dプリンタ実践ゼミ(全6回)」。第二回会場は、市の南端に位置する横浜版シリコンバレー『横浜金沢ハイテクセンター・テクノコア』である。
オープンソフトダウンロード完了! さあ、チャレンジだ
![]() 前回、講義の最後に講師の増田恒夫さん(SHC設計代表)は私たちにこう伝えた。
前回、講義の最後に講師の増田恒夫さん(SHC設計代表)は私たちにこう伝えた。
各自パソコンを持ってきてください。3D-CADやスライサーなど、講義で使うオープンソフトを何種類も指定しますのでダウンロードしてくるように。
いいですか? 敷居は高いですよ(笑)
 3Dプリンタを動かすためには役割の異なる何種類かのソフトが必要だ。まず、3Dデータを作成する「3D-CAD」。次に、3Dデータを積層造形が可能なデータに変換し、3Dプリンタの制御コードであるG-Codeに変換する「スライサー」。そしてスライサーの操作やプリンタへのデータ送信などをおこなう「フロントエンド」。さらにプリンタ本体に組み込まれ、G-Codeを解釈してモーターやヒーターをコントロールする「ファームウェア」だ。ざっと4つの役割を持つソフトが必要といえる。
3Dプリンタを動かすためには役割の異なる何種類かのソフトが必要だ。まず、3Dデータを作成する「3D-CAD」。次に、3Dデータを積層造形が可能なデータに変換し、3Dプリンタの制御コードであるG-Codeに変換する「スライサー」。そしてスライサーの操作やプリンタへのデータ送信などをおこなう「フロントエンド」。さらにプリンタ本体に組み込まれ、G-Codeを解釈してモーターやヒーターをコントロールする「ファームウェア」だ。ざっと4つの役割を持つソフトが必要といえる。
はまリンク取材班は指定された何種類ものオープンソフトをパソコンにダウンロードし、JR新杉田駅からシーサイドラインに乗り込み、新産業の集積、イノベーションの創造と発信を担う拠点施設『横浜金沢ハイテクセンター・テクノコア』に向かった。
こんなものまでフリーなのか– 3Dデータの博覧会 –
1Thingiversewww.thingiverse.com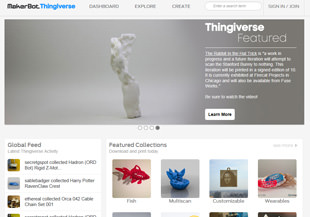 Makerbot社が提供する3Dプリンタデータ共有サイト。膨大な数の3Dデータが毎日アップされている。基本的には、一般の人が自分の作ったモデルを共有するためにアップしている。メンバー登録すればアップロードや作品に対してコメントやLikeしたり、お気に入りの作品をコレクション、クリエイターのフォローができる。
Makerbot社が提供する3Dプリンタデータ共有サイト。膨大な数の3Dデータが毎日アップされている。基本的には、一般の人が自分の作ったモデルを共有するためにアップしている。メンバー登録すればアップロードや作品に対してコメントやLikeしたり、お気に入りの作品をコレクション、クリエイターのフォローができる。
2GRABCADgrabcad.com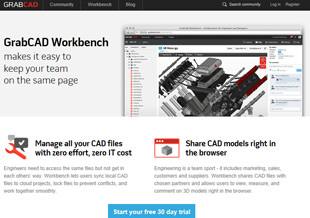 世界中のCADエンジニアのすごいデータがたくさん投稿されている。3Dプリンタで出力するにはスペックが高すぎるかも。100万人以上の設計者が登録し、自分のデザイン・モデリングスキルを売り込むためのサイト。驚くことに設計の生データもアップされている。データダウンロードにはメンバー登録が必要。
世界中のCADエンジニアのすごいデータがたくさん投稿されている。3Dプリンタで出力するにはスペックが高すぎるかも。100万人以上の設計者が登録し、自分のデザイン・モデリングスキルを売り込むためのサイト。驚くことに設計の生データもアップされている。データダウンロードにはメンバー登録が必要。
3Dプリンタを買った人は100人が100人ここを訪れます。
ここに来れば山のように無料の3Dデータを見られます。
まず、増田さんが指定したのは3Dデータ共有サイトのブックマーク。優れた造形センスを持つデザイナーたちが自由に作品を投稿して己の技を披露する、3Dデータの博覧会会場がそこにあった。お気に入りのデータがあれば簡単にダウンロードできる。自分で設計するよりもお手軽だ。あれもいいし、これもいい、そんなハッピーな気持ちになる。お気に入りのデザインが見つかったらダウンロードすることにしよう。
3D-CADに出会う– 1,2,3と軽やかにスタート –
3123D-Designwww.123dapp.com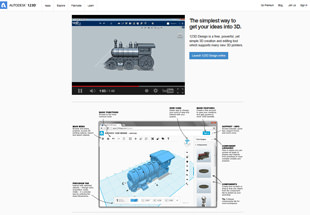 Autodesk社がリリースするフリーソフト。機能的な制限はあるが初心者にとっては最初のステップとしてちょうどいい3D-CAD。コマンド機能はアイコンで分かりやすく表示されているため、初心者でもどのような作業をするのかが分かるようになっている。
Autodesk社がリリースするフリーソフト。機能的な制限はあるが初心者にとっては最初のステップとしてちょうどいい3D-CAD。コマンド機能はアイコンで分かりやすく表示されているため、初心者でもどのような作業をするのかが分かるようになっている。
 CADを動かしたことがない人には難しいかもしれません。取っつきにくいところがあるけど、3Dを簡単に感じるには非常にいいソフトです。
CADを動かしたことがない人には難しいかもしれません。取っつきにくいところがあるけど、3Dを簡単に感じるには非常にいいソフトです。
自分のアイデアを三次元の立体形として表現し、ものづくりを進めるためには3D-CADデータが必要不可欠。今回使用するソフトはAutodesk社がリリースするフリーソフト「123D-Design」だ。
増田さんは、自身が「FabLab Kannai」でも使用しているというベアリングの3Dデータを用いて、画面上でのデータの動かし方を実演した。すると画面上で縦横斜め、真上・真下・真横、色の変化など、ベアリングがクルクルと回りだした。
 じゃあ皆さんも描いてみましょうか。
じゃあ皆さんも描いてみましょうか。
われわれもさっそく123D-Designのアイコンをダブルクリックしてソフトを起動する。すると画面上にX.Y軸の座標軸が描かれた平面マトリックスが現れた。これを「スケッチ平面」といい、基本的にここにしかデータは描けない。
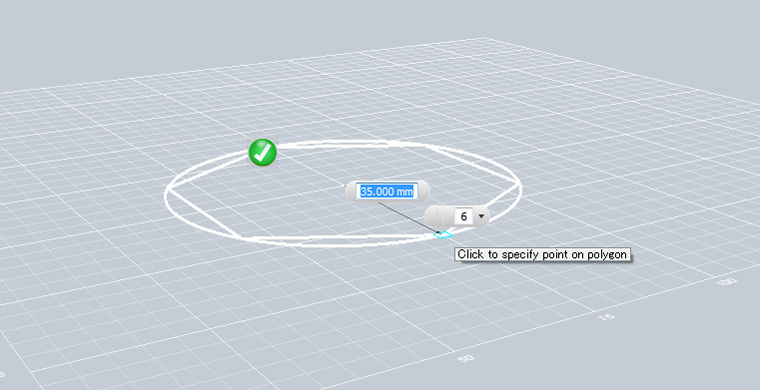
増田さんはここに六角形のスケッチを描くように言った。言われるがまま「sketch」のアイコンをクリック、次いで「polygon」を選択しスケッチ平面をクリックする。そして六角形の中心のグリッドを選択し、青く選択された部分に「17.32」、polygonには「6」を入力する。すると六角形の中が薄茶色になり、画面上に六角形が描かれた。(うほほ~)
ではその六角形を立体に押し出してみます。
(うおー、立体だ、3Dだ!)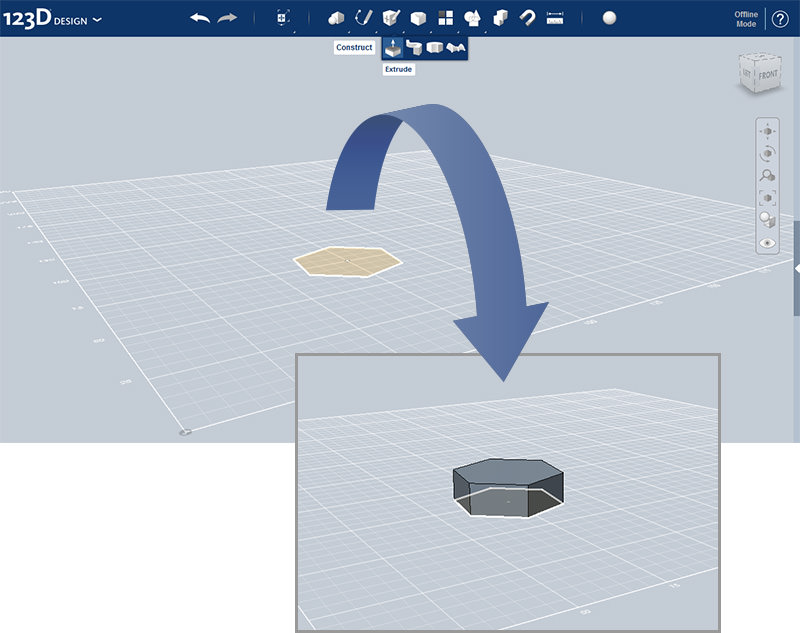 指示通り「construct」アイコンをクリックし「extrude」を選択、青く選択された部分に「10」と入力した。すると高さ方向に六角形が立ち上がった。
指示通り「construct」アイコンをクリックし「extrude」を選択、青く選択された部分に「10」と入力した。すると高さ方向に六角形が立ち上がった。
さらにその上に円柱を描きます。
(うおー、ネジができた!)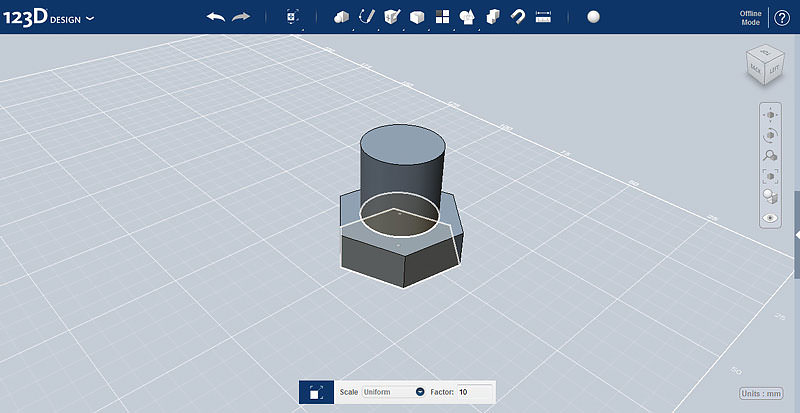 増田さんから矢継ぎ早に次の指示が出た。「sketch」アイコンをクリック→「circle」を選択→六角形の上面をクリック→円の中心を選択→青く選択された部分に「20」と入力。すると六角形の上面から円柱が立ち上がった!
増田さんから矢継ぎ早に次の指示が出た。「sketch」アイコンをクリック→「circle」を選択→六角形の上面をクリック→円の中心を選択→青く選択された部分に「20」と入力。すると六角形の上面から円柱が立ち上がった!
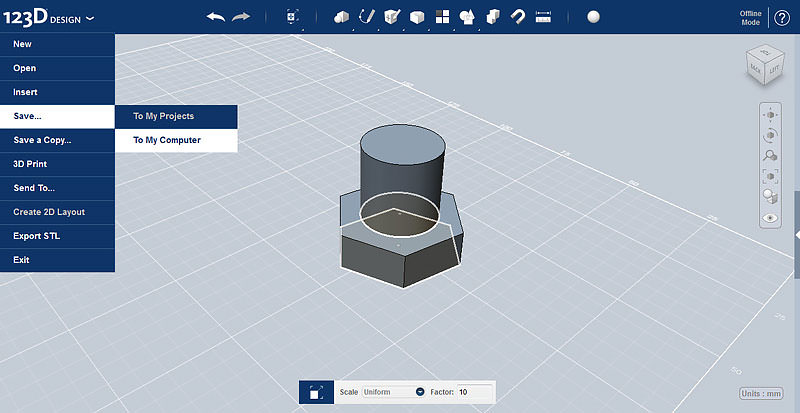 STLファイルで保存しましょう。
STLファイルで保存しましょう。
そうすると次のスライサーで使うことができます。
123D-Designで作成した3DデータはSTLと呼ばれる形式で出力する。STLは3Dプリンタで出力する際の事実上の標準形式になっている。
STLは3Dプリンタに出力するためのファイル形式だと覚えておこう。
統合ソフトにもチャレンジ– 三位一体のマルチなヤツ –
4Cubecubify.com/Products/Cube2TechSpecs 3D Systems社が低価格帯の先駆けとして発売した3Dプリンタ。ホビー用(パーソナル用)といえる。家電量販店で売られるようになった。
3D Systems社が低価格帯の先駆けとして発売した3Dプリンタ。ホビー用(パーソナル用)といえる。家電量販店で売られるようになった。
昨年、ヤマダ電機で売られたことで話題になった『Cube』のソフトを使います。いわゆる統合ソフトですね。
123D-Designの次は、市販されており、一般ユーザ向けの3Dプリンタメーカーの専用ソフトも使ってみた。
 市販の3Dプリンタはほとんど統合ソフトですので、実は3Dプリンタというのが一体どういう仕組みなのか分からない。中で何がされているのか見えないブラックボックスなんです。だからCubeのソフトを使って3DデータのSTLファイルがどうなるのか見てみたいと思います。
市販の3Dプリンタはほとんど統合ソフトですので、実は3Dプリンタというのが一体どういう仕組みなのか分からない。中で何がされているのか見えないブラックボックスなんです。だからCubeのソフトを使って3DデータのSTLファイルがどうなるのか見てみたいと思います。
指定された「Import」のアイコンをクリックし、指定の手続きをすると、ネジ山のついた横向きのボルト画像が開いた。
ボルトは横向きの状態ですので、通常はプリントアウトする方向をきちんと設定し直す必要があります。今回はプリント方向による違いを見たいのでこのまま進めます。
(プリント方向ってなんだろう?*1)
次いで、STLファイルに隙間があった場合に自動的に塞ぐ機能を持つ「Heal」アイコンをクリック。さらに「Build」アイコンをクリックする。
この作業により3Dデータはスライスデータを含んだものになりました。樹脂を出すノズル部分をどのように動かせばよいのかを設定したことになります。
統合ソフトの特徴は「スライサー」「フロントエンド」「ファームウェア」という、本来別の機能を持つソフトをすべて内包している点にある。3Dデータがあればこれ一台でOK! 三位一体のマルチなヤツなのだ。
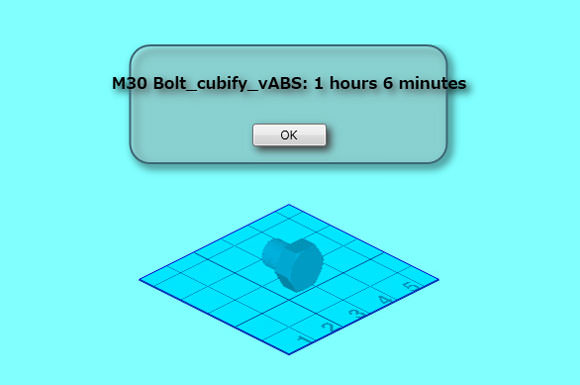 「Import」をクリックするとプリントアウト時間が表示されます。1時間6分ですね。それから「ラフト」と「サポート」の状態を見てください。
「Import」をクリックするとプリントアウト時間が表示されます。1時間6分ですね。それから「ラフト」と「サポート」の状態を見てください。
(ん、なんだ?ラフト*2とサポート*3って)
ラフトは造形物の歪みを防ぐために最初に出力するいかだ状の浮き台です。本体をプリントアウトする前に作ります。サポートはプリントできない空中部分をサポートする支持材です。両方とも出力した後に削って捨てます。削るのだけど、なかなか綺麗に削れない。だからラフトもサポートも少ない方が時間も材料も少なくできるし、品質も良くなります。
ラフトとサポートをなるべく使わないようにするのが材料と時間の節約になるのだ。
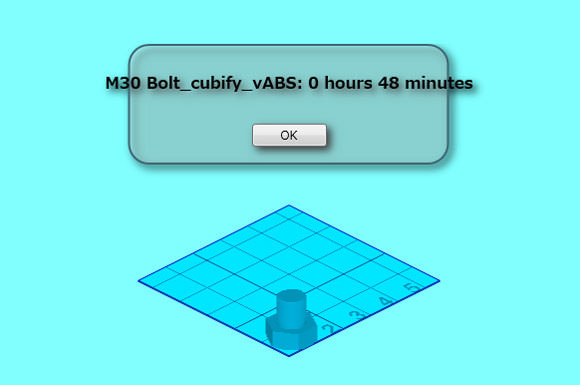 次に、サポートが無いように出力の向きを変えて設定すると…48分と出ます。
次に、サポートが無いように出力の向きを変えて設定すると…48分と出ます。
なるほど。同じデータであっても出力の向きが違うと加工時間が変わるのだ。積層型の3Dプリンタは、下部から樹脂を積層するという特性を考え、どの方向から造形していくか、プリント前に精査することが大切。積層方向、ラフトとサポートの有無がプリント時間、プリントコスト、品質に大きく影響するのだ。
*1 プリント方向プリントする際の造形物の方向。同じデータであっても出力の向きによって加工時間が変わる。
*2 ラフト 直訳すると「いかだ」。プラットフォーム上に直接プリントアウトするのではなく、まず、浮き台をプリントアウトしてからオブジェクトを作り、あとで切り離す。ラフトはプリントするオブジェクトよりも大きくする。
*3 サポート 支持材のこと。張り出しや隙間のあるデータをプリントする時、空中にプリントはできないから支持材を入れてサポートする必要がある。支持材をプリント終了後に削り取ることで本来の形になる。
スライサーにパスを出す– 気の利いた肉屋のような –
5KISSlicerwww.kisslicer.com 3D-CADなどで作られた三次元データ(STL)を一筆書き(G-Code)に変換し、モータの動く軌跡に変換する作業をおこなう。詳細な出力設定ができるので、統合ソフトよりもきれいな積層となる。世界中の開発者が自由に改良してアップロードしているフリーソフト。
3D-CADなどで作られた三次元データ(STL)を一筆書き(G-Code)に変換し、モータの動く軌跡に変換する作業をおこなう。詳細な出力設定ができるので、統合ソフトよりもきれいな積層となる。世界中の開発者が自由に改良してアップロードしているフリーソフト。
『KISSlicer』というスライスソフトを動かしてみます。
これを見るのはほとんどの人が初めてだと思います。
スライサーは文字通り、立体の3Dデータを薄く一層ずつスライスしてくれるソフトだ。肉屋で肉の塊を購入した際「しゃぶしゃぶにしたいから」といって渡すと、その場でスライスして戻してくれる、そんな気の利いた肉屋のようなソフトである。
 Cubeの統合ソフトにはスライス機能が入っていて、スライスは自動でおこなわれますが途中経過を確認できません。でも、専門のスライサーは材料・スピード・積層ピッチ・肉厚などの細かな調整が可能であり、何をどう作るか、どこへ移動するか、どのくらいの速度で移動するかなどを決定します。
Cubeの統合ソフトにはスライス機能が入っていて、スライスは自動でおこなわれますが途中経過を確認できません。でも、専門のスライサーは材料・スピード・積層ピッチ・肉厚などの細かな調整が可能であり、何をどう作るか、どこへ移動するか、どのくらいの速度で移動するかなどを決定します。
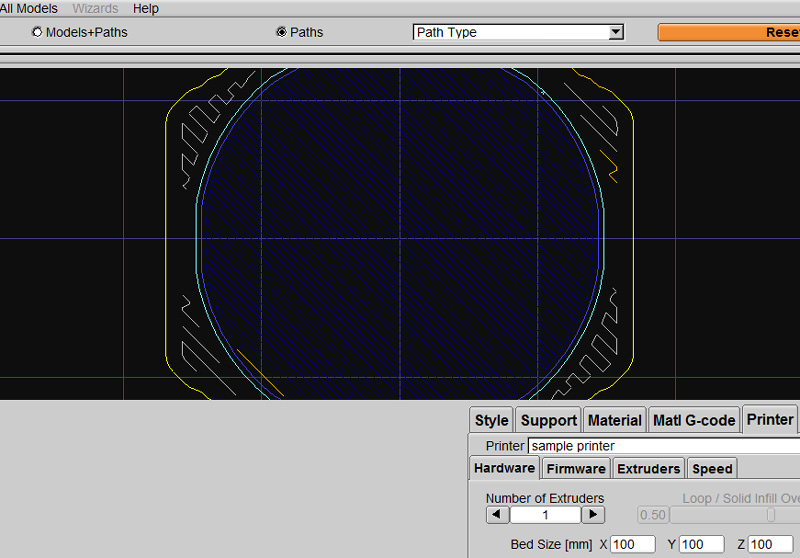
例えば、この0.2mmの部分の層を見てみます。よく見ると一本の線が細かく往復しているように描かれています。これはノズルの動き、つまりプリントの道のりを示しています。細かい動きですよね。一段上の層、0.4mmの部分、これも同じ動きです。
一筆書きの状態でノズルが通る道を示しているのが見てとれる。
スライサーは一層ごとに出てくるフィラメントの種類、太さや傾き、ノズルの動きや温度などを決めるソフトだ。仕上がりに大きく影響する。
材料について、ABSは235℃くらい、PLAは185℃くらいで設定します。フィラメントの直径は1.75mmのものが主に販売されていますが、何か所かきちんと測定して平均値を決定すると精度が上がります。3Dプリンタの造形物はノズル径とフィラメントの直径で決まります。この二つが異なると同じデータでも違ったものが出来ます。そのくらい影響します。
スライサーには、ノズルが移動する際の糸引きを防ぐために押し出し部を逆回転してフィラメントを戻す機能もあるという。いよいよ実際にスライスすることになった。
実際にスライスしてプリント可能な状態にしたいと思います。 一番右上のスライスボタンを押すとスライスが始まります。 このスライスをおこなうことによって3Dモデルを一層一層下から平面に切っていきます。
下からスライス面がせりあがってくる。
(うほー、ほんとにお肉を切っているようにスライスしている)
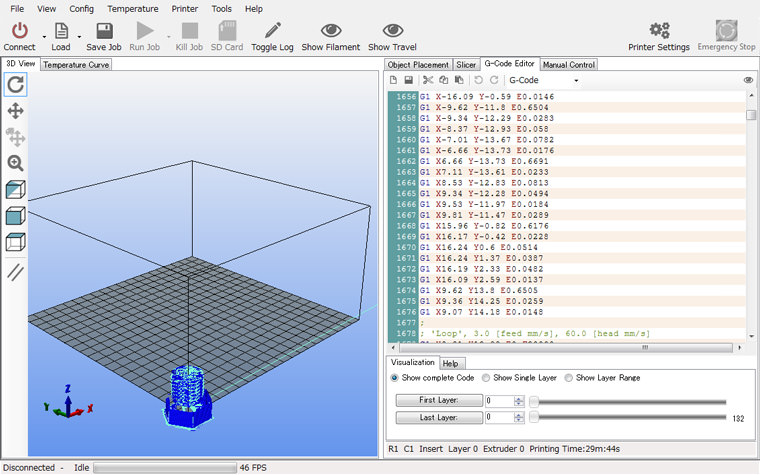 スライサーは3Dプリンタの制御コードであるG-Codeに変換するためのソフトでもあります。
スライサーは3Dプリンタの制御コードであるG-Codeに変換するためのソフトでもあります。
最後に、プリンタの設定をG-Codeに設定する。G-Codeを知っていると実際にノズルがどのように移動しているのかをプログラム上で理解できる。G-Codeは3Dプリンタに対して、何をどのように作るかを命令するための言語となる。このデータを3Dプリンタの司令塔である「フロントエンド」にパスを送ることでオブジェクトの積層が始まる。
データをつなぎ、ファイルを変換させながら、プリントアウトへ進む
それが3Dプリンタの世界
講義はここで終わった。「フロントエンド」と「ファームウェア」について、ここで概要を説明しておきたい。
モデリングをするためには3Dデータと3Dプリンタ本体をつなげる仲介役が必要である。「フロントエンド」は、スライサーの操作や3Dプリンタ本体へのデータ送信など、司令塔としてデータのやり取りをおこなう役目がある。「ファームウェア」は、G-Codeを解釈して、モーターやヒーターをコントロールして出力状態を制御する役目があり、3Dプリンタ本体に搭載している。例えば、どれだけ回転させるかを指示したり、エクストルーダという樹脂押出し機やプラットフォームの温度をコントロールするなど、3Dプリンタ本体に思い通りの動作をさせるための基本的な制御をおこなうソフトウェアである。
こうした個々の役割と能力を持ったソフトが、互いに連携しながらプリントアウトに到達するのが3Dプリンタの工程の全容である。これは、細かいパスをつなぎ合わせて敵陣を攻めるスタイルが信条のサッカー日本代表チームと同じではないかと思えた。極めて日本人好みのシステムといえないだろうか。思い過ごしか分からないがますます3Dプリンタが身近になった。

